IRIS Technology apresenta as suas soluções na Expoquimia 2023
IRIS Technology apresenta as suas soluções na Expoquimia 2023
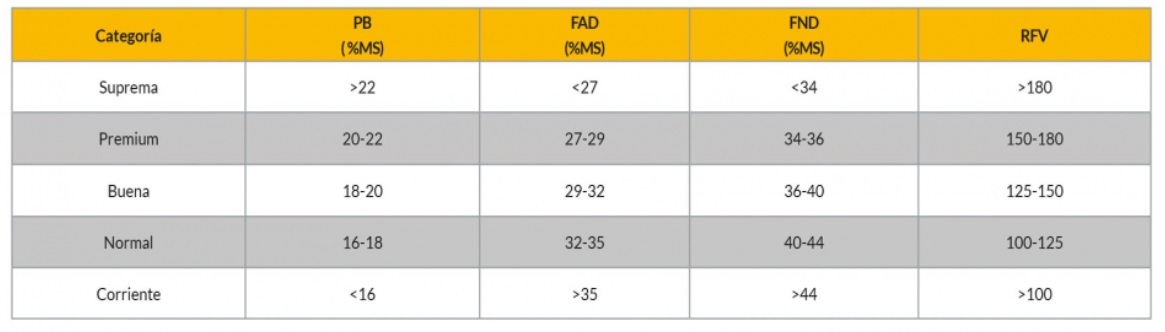
 Análise de forragens e alimentos para animais com espetroscopia NIR
Análise de forragens e alimentos para animais com espetroscopia NIR

Análise e identificação de matérias-primas (RMID) utilizando o analisador NIR portátil Visum Palm™ assistido por IA

Análise e identificação de matérias-primas (RMID) utilizando o analisador NIR portátil Visum Palm™ assistido por IA
A análise e identificação de matérias-primas (IDMR) é um processo crítico na indústria farmacêutica, pois garante a identidade e a qualidade de todos os materiais e substâncias a utilizar no processo de fabrico, de modo a assegurar que cumprem as especificações que os produtos finais exigem para chegarem ao consumidor com as características farmacológicas para as quais foram concebidos.
Em termos de análise e identificação de matérias-primas, tanto o Raman como o NIR são técnicas complementares e nenhuma delas representa uma solução final ou definitiva devido ao grande número de materiais, substâncias e casuísticas envolvidas. Por exemplo, os analisadores Raman portáteis são sensíveis a certas substâncias que emitem fluorescência e não são a técnica adequada para a determinação da humidade (LoD) em substituição do método de Karl Fischer ou para a determinação do tamanho médio das partículas, em que a espetroscopia NIR é eficaz e de menor custo.


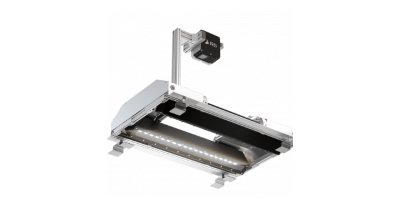
Figura 1: Analisador NIR portátil Visum Palm™ portátil ou de secretária.
Análise e identificação de matérias-primas na indústria farmacêutica
O analisador NIR portátil Visum Palm™ é um espetrofotómetro autónomo com computador incorporado e ecrã tátil que funciona na gama de 900-1700 nm, útil para a verificação, classificação e identificação de matérias-primas farmacêuticas, e tem uma resolução espetral de 256 pixels, uma área de medição de 10 mm de diâmetro e uma área de iluminação de 50 mm, o que permite obter mais informações químicas da amostra analisada e o torna menos sensível do que outros espectrofotómetros a heterogeneidades, mesmo as derivadas do tamanho das partículas de substâncias muito semelhantes. O analisador possui um sistema de iluminação que dispara uma grande quantidade de luz sobre a amostra e um sistema de recolha que tira partido da maior quantidade de luz dispersa devido à dispersão, o que é especialmente importante quando se trabalha com substâncias em pó.


Figura 2: Visum Palm™ a efetuar a identificação de matérias-primas farmacêuticas.
Entre as suas particularidades, é o único analisador NIR no mercado com software assistido por IA que permite a qualquer utilizador, sem conhecimentos técnicos específicos em espetroscopia ou análise multivariada de dados, desenvolver as suas próprias bibliotecas e métodos NIRS e editá-los iterativamente de acordo com as suas necessidades, por exemplo, para incorporar novas substâncias ou para reforçar uma classe com amostras de um novo fornecedor.
O software Visum Master™ na sua versão GMP foi especificamente concebido em conformidade com a Agência Europeia de Medicamentos “Guideline on the use of near infrared spectroscopy by the pharmaceutical industry and the data requirements for new submissions and variations” (2014) e a Adenda “Defining the Scope of an NIRS Procedure” (2023). Também é compatível com o regulamento 21 CFR Parte 11 da FDA.
Figura 2: Visum Master™ versão GMP do software para utilizadores farmacêuticos.
Verificação, classificação e identificação da matérias-primas
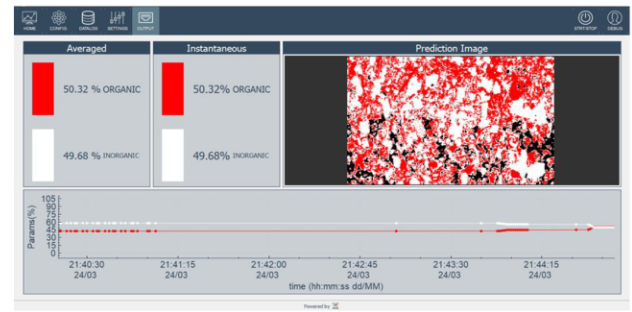
O analisador Visum Palm™ permite efetuar a identificação de matérias-primas ou a análise de verificação de diferentes substâncias em segundos, comparando o espetro adquirido da amostra com o espetro típico médio de cada substância da biblioteca. Esta comparação é efectuada com base num critério matemático de semelhança, que converte as diferenças num valor numérico. Como resultado da análise da matéria-prima, o analisador Visum Palm™ fornece a classe com a maior similaridade obtida (Figura 3) e lista as outras substâncias por ordem da maior para a menor similaridade.
Ao contrário da análise de identificação de matérias-primas, que é agnóstica em relação ao material a inspecionar, a análise de verificação (Figura 4) permite ao utilizador selecionar uma substância específica na biblioteca para confirmar a sua identidade. O resultado é PASS ou FAIL e, neste último caso, também indica a substância correcta e mais semelhante.
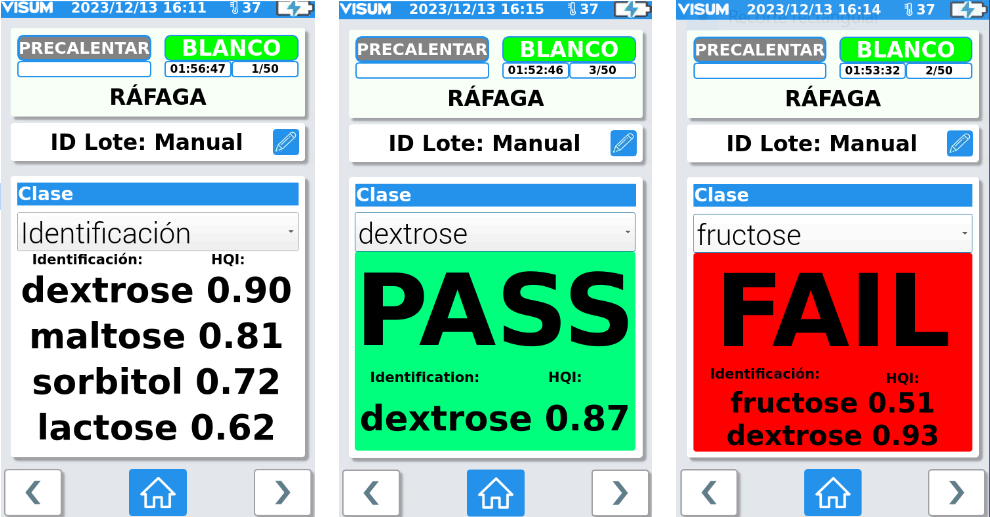
Figura 3: Identificação de matérias-primas Figura 4: Verificação PASS/FAIL
Análise de classificação
Em contraste com o acima exposto, para a análise de matérias-primas, a classificação (Figura 5) é uma função que utiliza algoritmos de aprendizagem automática, e não algoritmos de semelhança, e permite distinguir (classificar) corretamente diferenças espectrais muito subtis, como o tamanho das partículas ou a concentração de uma determinada substância a analisar, mesmo que se trate do mesmo API ou excipiente. É uma função muito útil para identificar anomalias na matéria-prima ou para efetuar uma confirmação da análise de identificação em casos problemáticos ou duvidosos em que as substâncias são espectralmente muito semelhantes, complementando assim a análise de identificação ou verificação acima mencionada.
Em todos os casos anteriores, para além do resultado, obtém-se o espetro da substância analisada para cada medição (Figura 6).
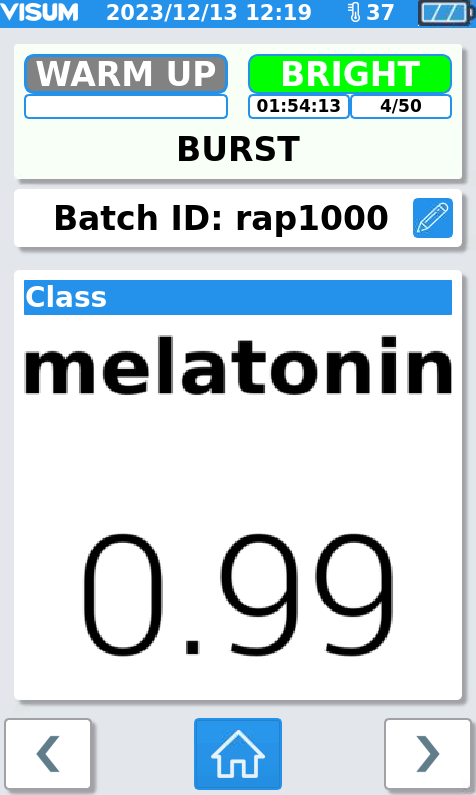
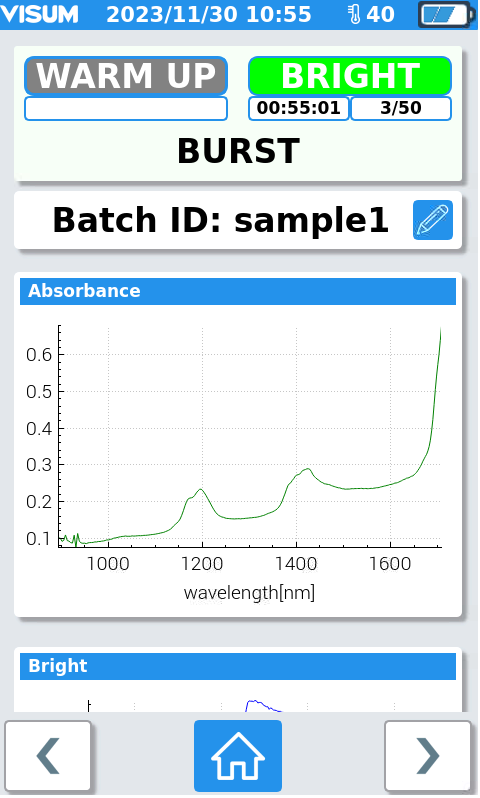
Figura 5: Análise de classificação Figura 6: Espectro de cada medição
Geração de métodos NIRS: vantagens da automatização para a análise e identificação de matérias-primas
O Visum Palm™ é o único analisador NIR no mercado que permite aos utilizadores finais desenvolverem as suas próprias bibliotecas ou métodos NIRS para identificação, classificação e quantificação sem a intermediação de técnicos ou especialistas. Vejamos no gráfico abaixo como o software existente no mercado para análise multivariada de dados – ou também chamado quimiometria – para desenvolvimento e calibração de métodos NIRS difere do software Visum Master™ da IRIS Technology Solutions.
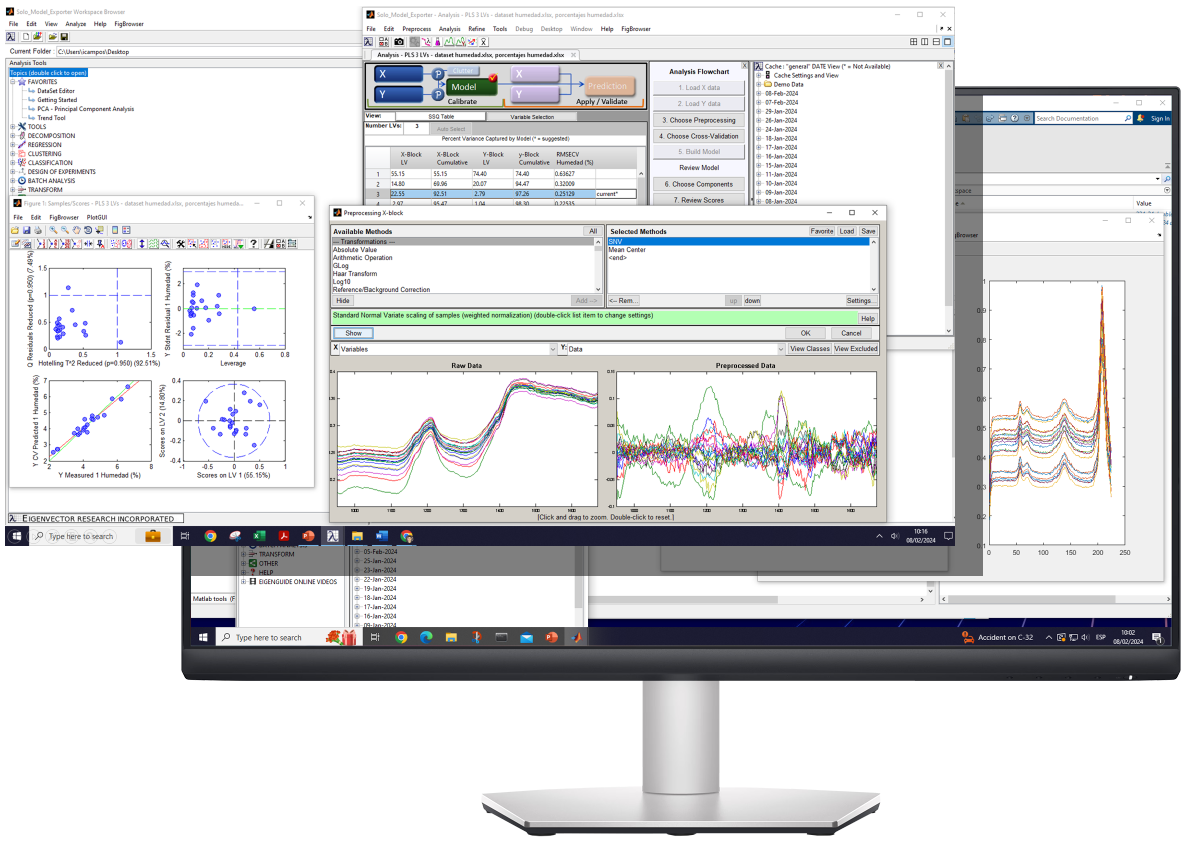
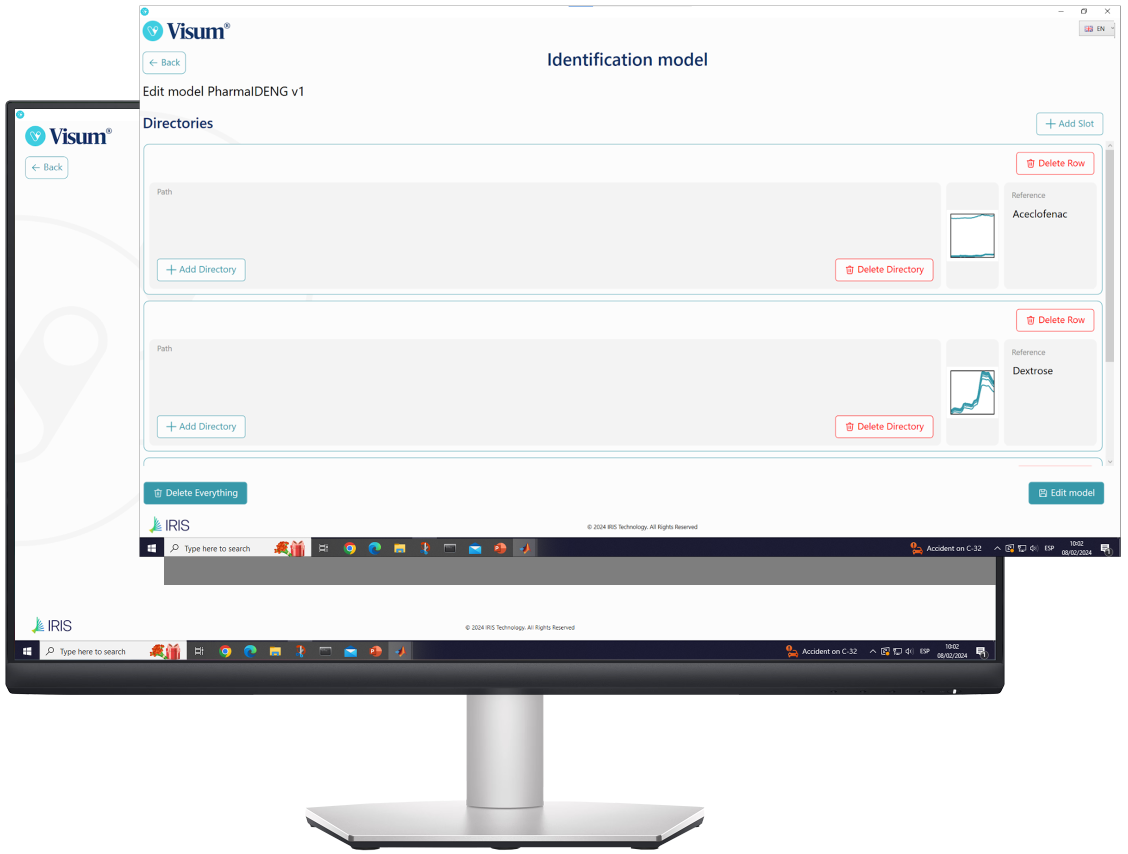
Figura 7: (Esquerda) Software Chemometrics para desenvolvimento de métodos e calibrações NIRS. (Direita) Desenvolvimento de métodos NIRS para classificação, quantificação e identificação de matérias-primas com o software Visum Master™.
O exemplo acima é um exemplo gráfico para diferenciar rapidamente a forma como o Visum Master™ simplifica um grande número de tarefas científicas e tecnológicas que até agora tinham de ser realizadas por peritos em quimiometria ou especialistas durante a fase de desenvolvimento de um método NIRS. Além disso, o software torna acessível a qualquer analista a execução autónoma destas tarefas e a edição dos métodos criados quando necessário, tornando o analisador Visum Palm™ NIR num sistema aberto que pode cobrir diferentes necessidades analíticas com formação adequada do utilizador, alterando assim radicalmente a acessibilidade e a capacidade de utilização da técnica NIR na indústria.
O software Visum Master™ gera automaticamente um grande número de modelos preditivos sucessivos, aplicando de cada vez uma determinada combinação de pré-tratamentos, algoritmos e parametrizações. Em todos os casos, escolhe aquele que apresenta o RMSE mais baixo e o risco de sobreajuste. Além disso, executa automaticamente um teste de qualidade espetral para identificar e eliminar os outliers espectrais, ou seja, os espectros considerados atípicos em relação a um intervalo de variação predefinido para cada classe ou valor, e produz automaticamente um relatório do método NIRS desenvolvido com todas as informações técnicas sobre a forma como o modelo foi gerado, um documento especialmente útil para a validação externa de um método NIRS quantitativo para libertação e como documentação de apoio para auditorias.
Desenvolvimento e edição de uma biblioteca de classificação e identificação de matérias-primas
Para gerar uma biblioteca ou método de identificação de matérias-primas (análogo para classificação e quantificação), basta importar os espectros adquiridos de cada substância ou amostra de calibração e introduzir o seu valor de referência, nome ou classe. No final do carregamento de dados, o Visum Master™ gerará a biblioteca automaticamente.
Também é possível editar e reforçar iterativamente a biblioteca para incorporar novas substâncias ou espectros de amostras de um novo fornecedor. Para cada edição, é gerada uma nova versão (v1, v2, …) como uma cópia de segurança das alterações efectuadas. No final do processo, a biblioteca ou os métodos NIRS são exportados para o analisador portátil Visum Palm™ para serem utilizados na análise de rotina de matérias-primas.
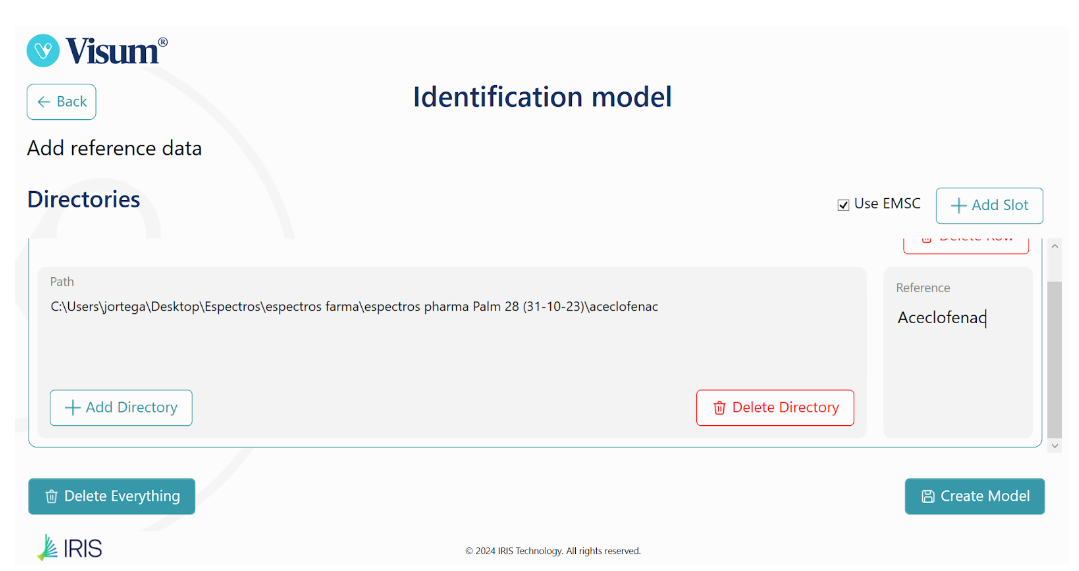
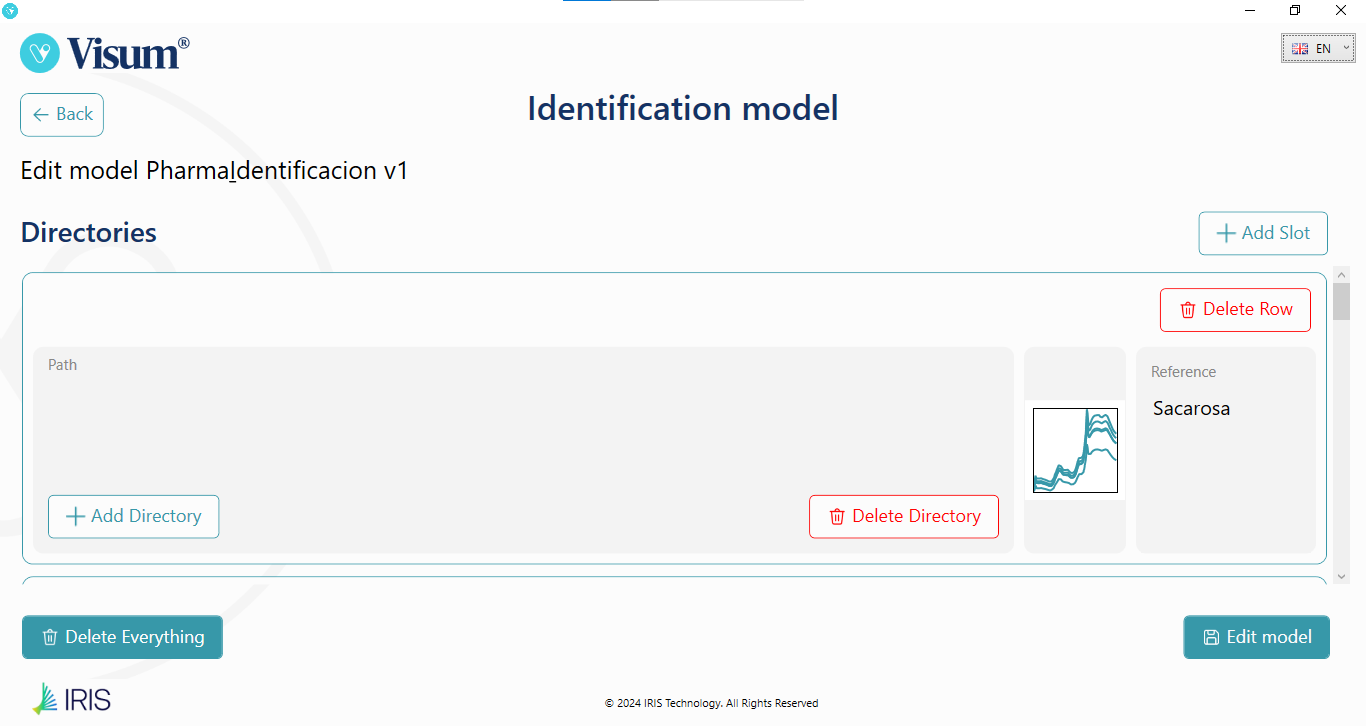
Figura 8: Desenvolvimento e edição de um método ou biblioteca de identificação de matérias-primas ou classificação NIRS.
Conclusions
A qualificação e identificação de matérias-primas é um passo essencial em qualquer ambiente de GMP e, ao contrário de outras tecnologias, a técnica NIRS pode identificar e classificar materiais ou substâncias ou quantificar diferentes analitos de interesse, reduzindo assim a carga de trabalho no laboratório ou no armazém de receção de matérias-primas.
O Visum Palm™ oferece um valor único, diferente de qualquer outro equipamento do mercado, pois a criação ou edição de bibliotecas e métodos NIRS é automatizada e pode ser realizada sem conhecimentos específicos de quimiometria, embora possua um “Expert Mode” para usuários avançados que permite a escolha de pré-processamento e algoritmos durante a fase de geração do método e é ativado por licença. Tem ainda o diferencial de oferecer relatórios automatizados que facilitam o trabalho de qualquer analista frente a potenciais auditores em termos de documentação de apoio e validação externa do método NIRS utilizado, inclusive para liberação.
O Visum Palm™ oferece as seguintes vantagens:
- É útil para a identificação de matérias-primas e qualificação de materiais, incluindo materiais fluorescentes, que não podem ser analisados por espetroscopia Raman.
- Para além da análise de identificação de matérias-primas, pode efetuar análises quantitativas, por exemplo, para substituir a análise Karl Fischer (LoD) em matérias-primas.
- Trata-se de um analisador autónomo com computador incorporado e ecrã tátil, não necessitando de ligação a outros dispositivos electrónicos.
- Tem uma resolução espetral de 3 nm ou 256 pixéis, uma área de medição de 10 mm de diâmetro e uma área de iluminação da amostra de 50 mm. A sua elevada resolução espetral é muito semelhante à dos dispositivos NIRS de laboratório.
Pode ser utilizado como analisador portátil ou de bancada. - Permite a elaboração de relatórios personalizados dos resultados das medições em forma de tabela, a comparação de espectros (para matérias-primas) e a incorporação do logótipo da empresa.
- Também é capaz de gerar automaticamente bibliotecas ou métodos NIRS e descarregar relatórios para cada um deles. O software Visum Master™, na sua versão GMP, também permite a possibilidade de gerar as qualificações operacionais do dispositivo através de um assistente guiado e um relatório de Audit Trail com todas as informações sobre a utilização do dispositivo em conformidade com a norma 21 CFR Parte 11.