IRIS Technology presenta sus soluciones en Expoquimia
IRIS Technology presenta sus soluciones en Expoquimia
 Análisis de piensos y forraje con espectroscopía NIR
Análisis de piensos y forraje con espectroscopía NIR

Análisis e identificación de materias primas (RMID) mediante el analizador NIR portátil Visum Palm™ asistido por IA

Análisis e identificación de materias primas (RMID) mediante el analizador NIR portátil Visum Palm™ asistido por IA
El análisis e identificación de materias primas (RMID) es un proceso crítico en la industria farmacéutica porque garantiza la identidad y calidad de todos los materiales y sustancias que se van a utilizar en el proceso de fabricación para asegurar que cumplan con las especificaciones que los productos finales requieren para llegar al consumidor con las características farmacológicas para los cuales fueron diseñados.
En lo que respecta al análisis e identifiación de materias primas, tanto Raman como NIR son técnicas complementarias y ninguna representa una solución final o definitiva debido al gran número de materiales, sustancias y casuísticas que intervienen. Por ejemplo, los analizadores Raman portátiles son sensibles ante determinadas sustancias que emiten fluorescencia y no son la técnica adecuada para la determinación de humedad (LoD) en reemplazo del método Karl Fischer o para la determinación del tamaño de partícula medio, donde la espectroscopía NIR sí es efectiva y a un coste inferior.


Análisis e identificación de materias primas farmacéuticas
El analizador NIR portátil Visum Palm™, es un espectrofotómetro self-contained con ordenador y pantalla táctil embebidos que opera en el rango de 900-1700 nm útil para la verificación, clasificación e identificación de materias primas farmacéutica y que cuenta con una resolución espectral de 256 píxeles, un área de medición de 10 mm de diámetro y de iluminación de 50 mm, lo que permite obtener más información química de la muestra analizada y lo hace menos sensible que otros espectrofotómetros a heterogeneidades, incluso aquellas derivadas del tamaño de partícula para sustancias que son muy similares. El analizador cuenta con un sistema de iluminación que dispara una gran cantidad de luz a la muestra y un sistema de colección que aprovecha la mayor cantidad de luz dispersada producto del scattering, algo a tener en cuenta especialmente si se trabaja con sustancias pulverulentas.


Entre sus particularidades, es el único analizador NIR del mercado que dispone de un software asistido por IA y que permite a cualquier usuario, sin conocimientos técnicos específicos en espectroscopía o análisis de datos multivariantes, desarrollar sus propias librerías y métodos NIRS además de editarlos iterativamente de acuerdo a sus necesidades, como por ejemplo, incorporar nuevas sustancias o robustecer una clase con muestras de un nuevo proveedor.
El software Visum Master™ en su versión GMP ha sido específicamente diseñado en cumplimiento de las directrices de la European Medicines Agency “Guideline on the use of near infrared spectroscopy by the pharmaceutical industry and the data requirements for new submissions and variations” (2014) y el Addendum “Defining the Scope of an NIRS Procedure” (2023). Es compatible además con la normativa 21 CFR Part 11 de la FDA.

Figura 2: Visum Master™ software versión GMP para usuarios farmacéuticos.
Identificación de materias primas, verificación y clasificación
El analizador Visum Palm™ permite realizar en segundos identificación de materias primas o su verificación, comparando el espectro adquirido de la muestra con el espectro típico medio de cada sustancia que forma parte de la librería. Esta comparación se realiza a partir de un criterio matemático de similitud, que convierte las diferencias en un valor numérico. Como resultado del análisis e identificación de materias primas, el analizador Visum Palm™ proporciona la clase con mayor similitud obtenida (Figura 3) y enumera las demás sustancias por orden de mayor a menor similitud
A diferencia del análisis de identificación de materias primas, que es agnóstico al material a inspeccionar, el análisis de verificación (Figura 4) permite al usuario seleccionar una sustancia específica dentro de la biblioteca para confirmar su identidad. El resultado es PASS o FAIL y, en este último caso, también indica la sustancia correcta y con mayor similitud.
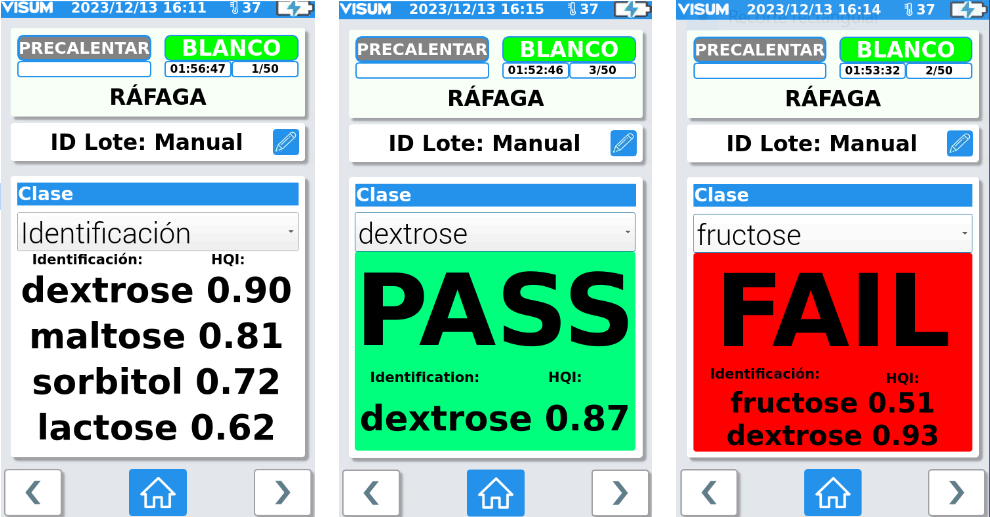
Figura 3: Identificación de materias primas Figura 4: Verification PASS/FAIL
Análisis de clasificación
En contraste con lo anterior, para el análisis de materias primas, la clasificación (Figura 5) es una función que emplea algoritmos de machine learning, no de similitud, y que permite distinguir (clasificar) adecuadamente diferencias espectrales muy sutiles, como el tamaño de partícula o la concentración de un analito concreto, aunque se trate del mismo API o excipiente. Es una función muy útil para identificar anomalías en la materia prima o para realizar una confirmación del análisis de identificación en casos problemáticos o dudosos donde las sustancias son espectralmente muy similares, complementando así el análisis de identificación o verificación antes mencionado.
En todos los casos anteriores, además del resultado, se obtiene para cada medición el espectro de la sustancia analizada (Figura 6).
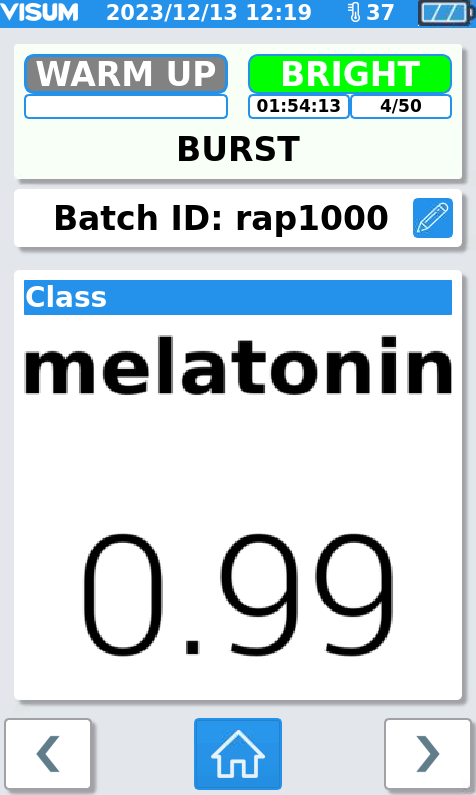
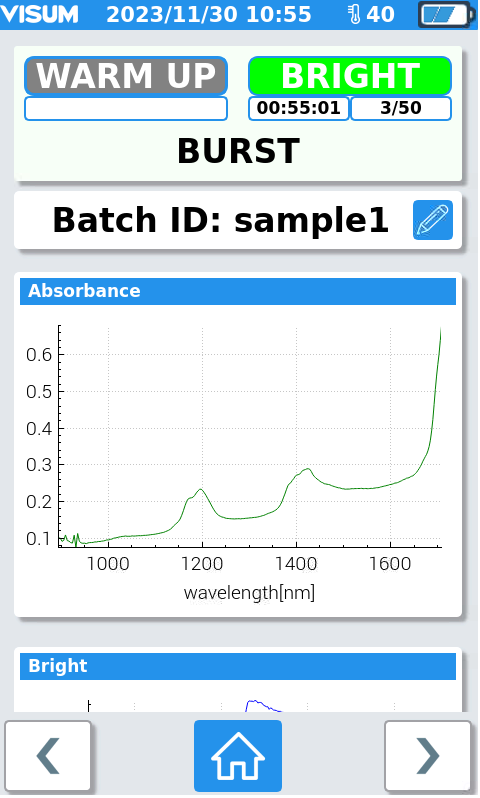
Figura 5: Análisis de clasificación Figura 6: Espectro de cada medición
Generación del método NIRS: ventajas de la automatización para la identificación de materias primas
Visum Palm™ es el único analizador NIR del mercado que permite al usuario final desarrollar sus propias librerías o métodos NIRS de clasificación, cuantificación e identificación de materias primas sin la intermediación de técnicos o especialistas. Veamos gráficamente a continuación cómo se diferencian los softwares de mercado existentes para el análisis de datos multivariantes – o también llamados, de quimiometría – para el desarrollo de métodos y calibraciones NIRS, del software Visum Master™ de IRIS Technology Solutions.
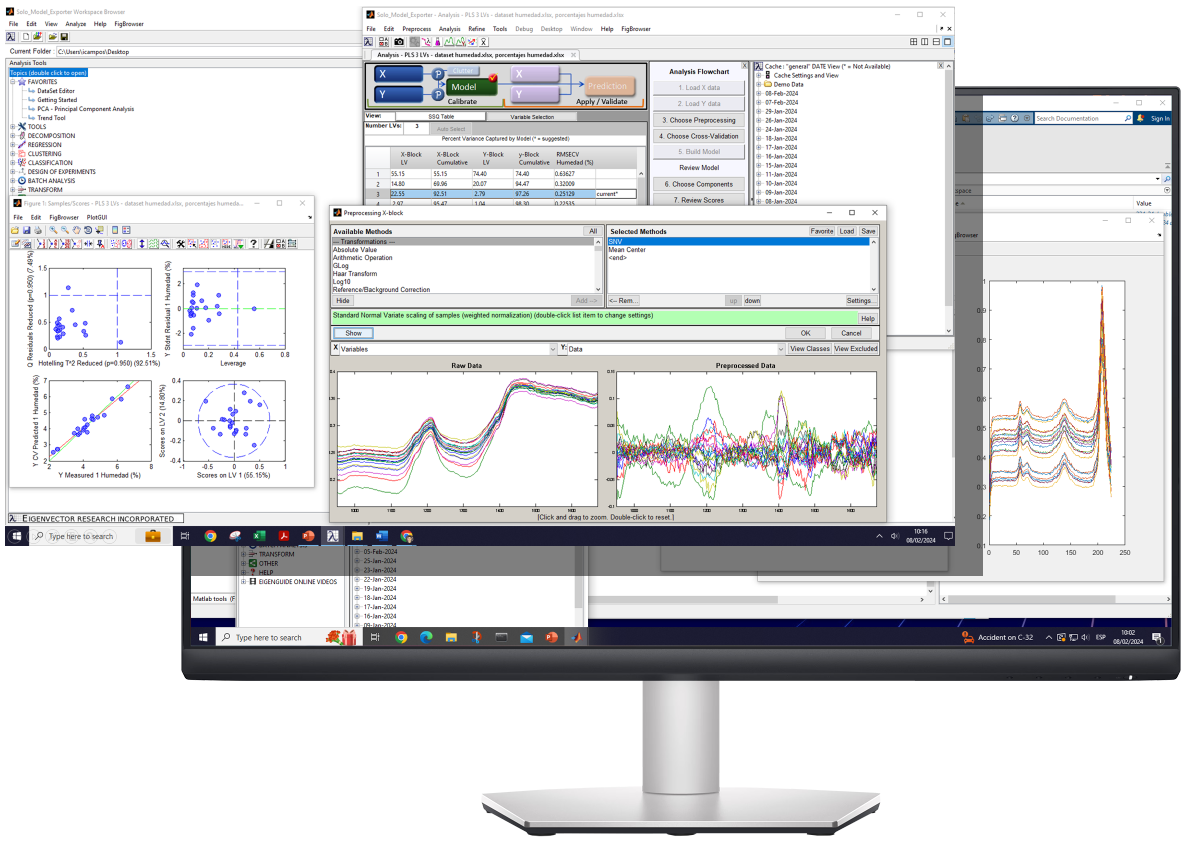
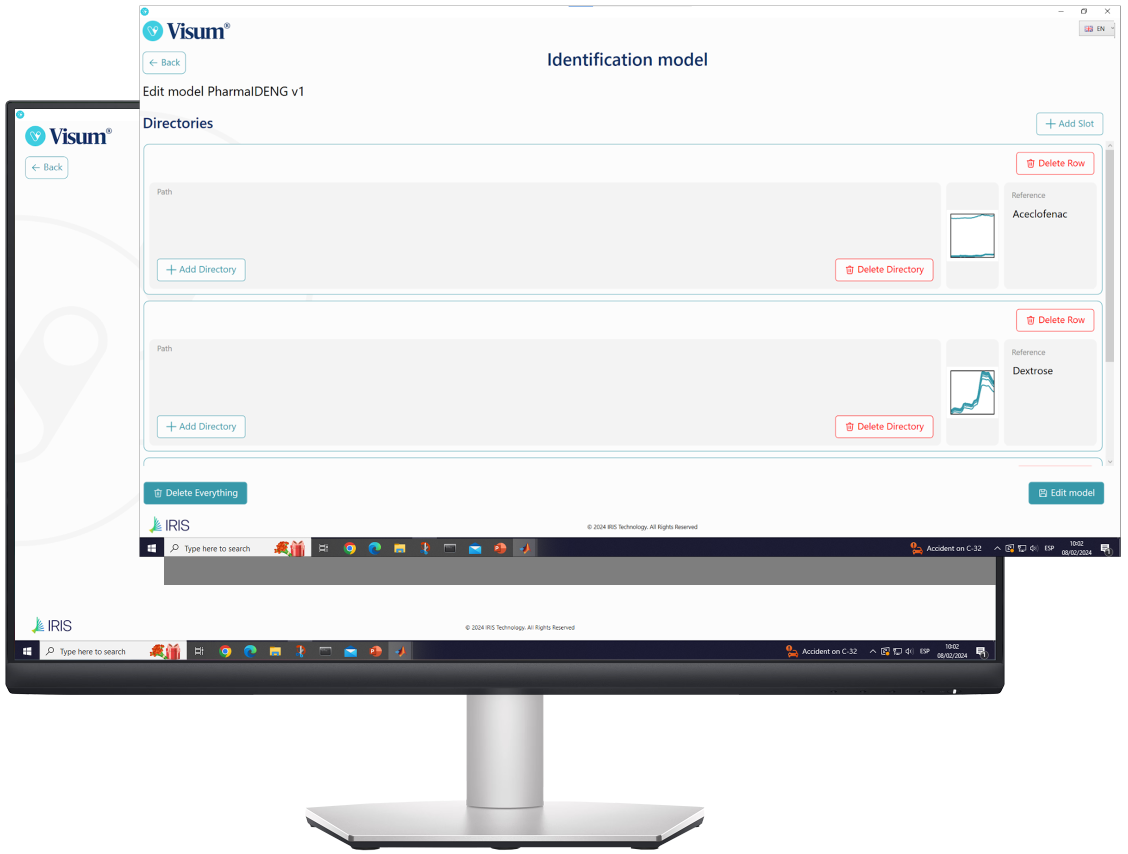
Figura 7: Software de quimiometría convencional para el desarrollo de métodos NIRS vs. Visum Master™ software.
Lo anterior es un ejemplo gráfico que permite diferenciar rápidamente cómo Visum Master™ simplifica una gran cantidad de tareas científicas y tecnológicas que hasta la actualidad debían ser realizadas por expertos en quimiometría o especialistas durante la fase de desarrollo de un método NIRS. Más aún, este software hace accesible a cualquier analista poder llevar de forma autónoma estas tareas y editar los métodos creados cuando sea necesario, lo que convierte al analizador NIR Visum Palm™ en un sistema abierto que puede ir cubriendo distintas necesidades de análisis con el entrenamiento adecuado por parte del usuario, cambiando así radicalmente la accesibilidad y usabilidad de la técnica NIR en la industria.
El software Visum Master™ genera de forma automatizada sucesivamente un gran número de modelos predictivos aplicando cada vez una determinada combinación de pretratamientos, algoritmos y parametrizaciones. En todos los casos, escoge aquel con menor RMSE y riesgo de overfitting. Además ejecuta automáticamente un test de calidad espectral para identificar y remover los outliers espectrales, es decir, aquellos espectros considerados atípicos en relación a un rango de variación predefinido para cada clase o valor y realiza automáticamente un informe del método NIRS desarrollado con toda la información técnica de cómo se generó el modelo, un documento especialmente útil para la validación externa de un método NIRS cuantitativo para release y como documentación respaldatoria frente a auditorías.
Desarrollo y edición de una librería de identificación de materias primas o clasificación
Para desarrollar una librería o método de identificación de materias primas (procedimiento análogo para métodos NIRS de clasificación y cuantificación), sólo es necesario importar los espectros adquiridos de cada sustancia o muestra de calibración y colocar su valor de referencia, nombre o clase. Al finalizar la carga de datos, Visum Master™ generará la librería automáticamente.
Así mismo, es posible editarla y robustecerla de forma iterativa para incorporar nuevas sustancias o espectros de muestras de un nuevo proveedor. Por cada edición se genera una nueva versión (v1, v2, …) como copia de seguridad de los cambios efectuados. Terminado el proceso, se exporta la librería o métodos NIRS al analizador portátil Visum Palm™ para su empleo en el análisis de materias primas de forma rutinaria.
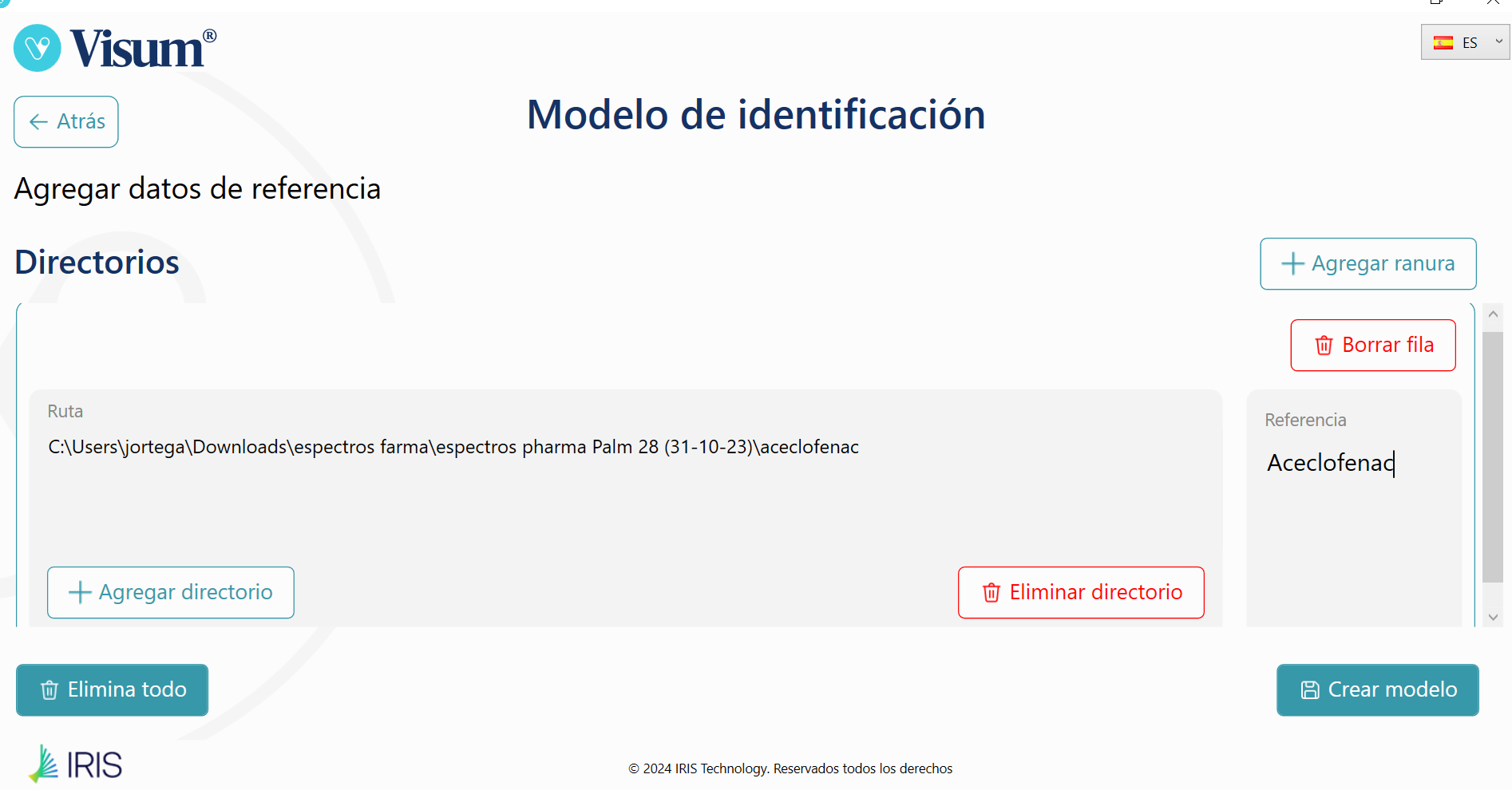
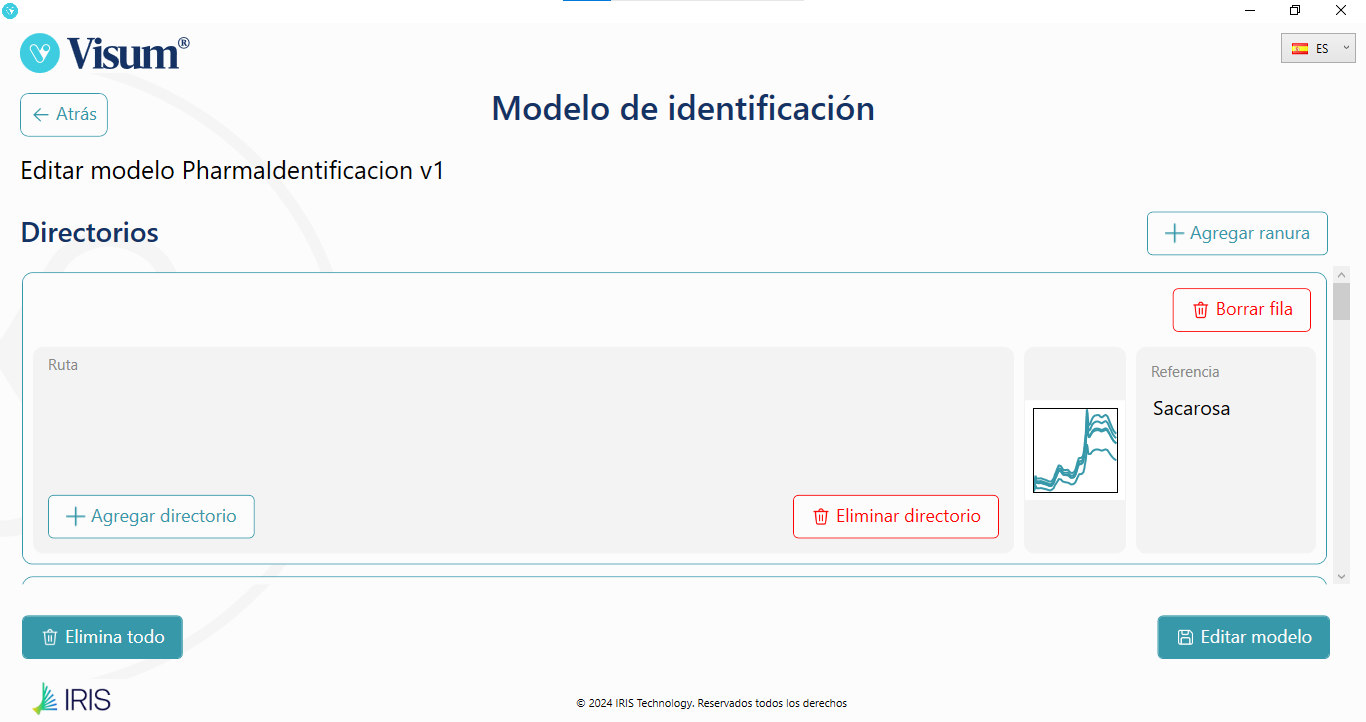
Figura 8: (Izquierda) Desarrollo automatizado de librerías de identificación de materias primas o clasificación. Incorporar espectros y referencias (nombre o clase). (Derecha) Editar librería de identificación de materias primas o clasificación. Incorporar nuevos espectros a una clase existente o agregar una nueva y su referencia (nombre o clase).
Conclusiones
La identificación de materias primas y su cualificación es un paso esencial en cualquier entorno GMP y, a diferencia de otras tecnologías, la técnica NIRS puede identificar y clasificar materiales o sustancias o cuantificar diferentes analitos de interés, reduciendo así la carga de trabajo en el laboratorio o en el almacén de recepción de materias primas.
Visum Palm™ ofrece un valor único y diferente a cualquier otro dispositivo del mercado en el sentido de que la creación o edición de librerías y métodos NIRS está automatizada y puede realizarse sin conocimientos específicos en quimiometría, aunque dispone de un “Modo Experto” para usuarios avanzados que permite escoger los preprocesados y algoritmos durante la fase de generación del método y que se activa por licencia. También tiene el diferencial de ofrecer informes automatizados que facilitan el trabajo de cualquier analista frente a potenciales auditores en términos de documentación respaldatoria y de validación externa del método NIRS empleado, incluso para release.
Visum Palm™ ofrece las siguientes ventajas:
- Es útil para la identificación y cualificación de materiales, incluidos los fluorescentes, que no pueden analizarse mediante espectroscopía Raman.
- Además del análisis de identificación de materias primas puede realizar análisis cuantitativos, por ejemplo para reemplazar el análisis de Karl Fischer (LoD) en materias primas.
- Es un analizador self-contained con ordenador embebido y pantalla táctil y no requiere estar conectado a otros dispositivos electrónicos.
- Tiene una resolución espectral de 3 nm o 256 píxeles, un área de medición de 10 mm de diámetro y un área de iluminación de la muestra de 50 mm. Su gran resolución espectral es muy similar a la de dispositivos NIRS de laboratorio.
- Puede emplearse como analizador de mano o sobremesa.
- Permite customizar informes de resultados de mediciones tipo tabla, comparación de espectros (para materias primas) e incorporar el logotipo de la empresa.
- Además es capaz de generar automáticamente librerías o métodos NIRS y descargar los informes de cada uno de ellos. El software Visum Master™ en su versión GMP también permite la posibilidad de generar las cualificaciones operativas del dispositivo a través de un asistente guiado y un informe Audit Trail con toda la información sobre el uso del dispositivo en cumplimiento de la normativa 21 CFR Parte 11.