Análisis e identificación de materias primas (RMID) mediante el analizador NIR portátil Visum Palm™ asistido por IA
Análisis e identificación de materias primas (RMID) mediante el analizador NIR portátil Visum Palm™ asistido por IA
 Analizador NIR para chocolate: Viscosidad y tamaño de partícula.
Analizador NIR para chocolate: Viscosidad y tamaño de partícula.

Análisis de piensos y forraje con espectroscopía NIR

Análisis de piensos y forraje con espectroscopía NIR
La espectroscopia NIR es un potente método analítico para determinar en tiempo real la composición química de una gran variedad de materiales y mezclas. En el presente artículo abordaremos algunas aplicaciones de la espectroscopía de infrarrojo cercano que van desde el análisis del forraje al análisis de piensos, su proceso de fabricación y productos terminados para la alimentación y nutrición animal.
Análisis NIR de la alfalfa
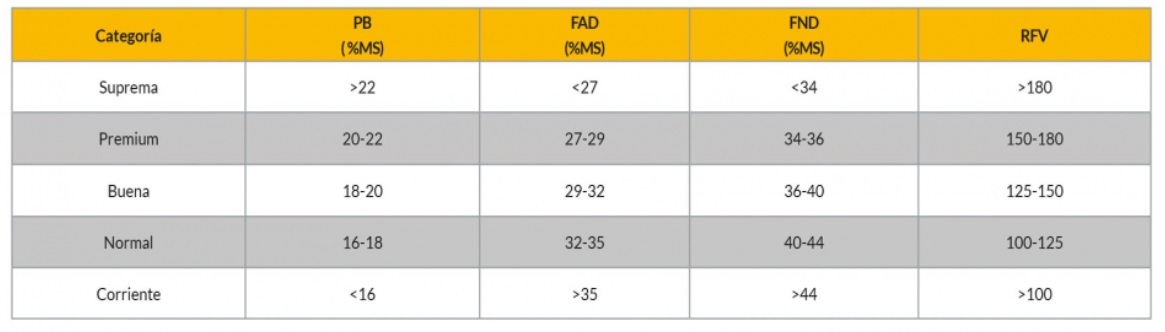
La alfalfa es una leguminosa que se cultiva en todo el mundo debido a su alto contenido proteico y su rápida digestibilidad para la alimentación animal, principalmente del ganado. Actualmente y debido a la naturaleza de la actividad primaria en sí, se realizan diversos controles para determinar la calidad del producto, especialmente de exportación a los mercados de China y al Golfo Pérsico. Uno de los principales parámetros determinante de la calidad de la alfalfa es la proteína bruta (PB), no obstante otros como fibra ácido detergente (FDA) y fibra neutro detergente (FND) permiten determinar el valor nutritivo del forraje y los términos de intercambio en su comercialización.

Tabla 1. Calidad de la alfalfa (menos del 10% de gramíneas) para comercializar el forraje según el USDA Livestock, Hay & Grain Market News (Putnamy Undersander, 2006).
Actualmente, la química húmeda sigue siendo el método de referencia para determinar la calidad del forraje, no obstante hace años que se comienza a emplear la espectroscopía de infrarrojo en los laboratorios de calidad a los fines de agilizar el proceso y tiempos que insume la analítica tradicional.
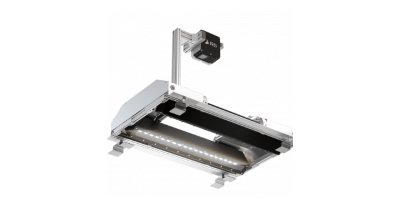
Analizador NIR portátil Visum Palm™


Respecto a la vida útil de las calibraciones NIR, dependerá de los cambios que se introduzcan en el proceso. Si por ejemplo, se cambia de materia prima o se crea una línea de producto con otra composición, será mejor realizar un ajuste del modelo predictivo que introduzca la nueva variabilidad, puesto que la exactitud del método estará intrínsecamente relacionada con cualquier cambio en su estructura y la interacción de los ingredientes (cereales, granos, harinas u otros, característicos de los piensos), de allí se desprenden los errores que suelen tener las librerías genéricas NIR.
Espectroscopía NIR y nutrición animal
La espectroscopia NIR no sólo es una herramienta útil para fabricantes y comerciantes, sino también en ganadería para optimizar las dietas animales en función de su valor nutritivo y clasificar la materia prima entrante según su valor nutritivo. De este modo, los ganaderos pueden medir la composición química de las dietas utilizadas sin tener que recurrir a métodos de química húmeda o análisis externos. Esto les ayuda a determinar su valor nutritivo y la cantidad necesaria para obtener el máximo rendimiento con una nutrición óptima sin tener que sobrealimentar innecesariamente a los animales, lo que reduce sus costes.

En conclusión, el empleo de espectroscopía NIR en tiempo real está cada vez más extendido en el sector de la alimentación animal y particularmente en el análisis de piensos, aplicaciones que hoy en día se están extendiendo a la introducción de esta tecnología en línea para la monitorización de todo el proceso de fabricación.