WhiteCycle: Europe’s big bet to recycle more than 1.8 million tonnes of plastic textile waste annually.
WhiteCycle: Europe’s big bet to recycle more than 1.8 million tonnes of plastic textile waste annually.
 NIR in the Woodworking Industry: Particleboard Real-Time Quality Control
NIR in the Woodworking Industry: Particleboard Real-Time Quality Control

Identifizierung und Charakterisierung von Polymeren mit tragbarer NIR-Technologie

Identifizierung und Charakterisierung von Polymeren mit tragbarer NIR-Technologie
Die Kunststoffrecyclingindustrie stellt eine enorme Komplexität für die Trennung der verschiedenen Polymertypen dar, und zu den am weitesten verbreiteten Techniken für diesen Zweck gehören die spektroskopischen Verfahren. Wir werden in diesem Artikel nicht auf alle diese Techniken eingehen, da dies bedeuten würde, dass wir in die Welt der Forschung und Entwicklung, der neuen Inline-Detektionstechnologien und ihrer praktischen oder wirtschaftlichen Grenzen eintauchen müssten, um die angestrebten Standards der Europäischen Union in Bezug auf Recycling und Kreislaufwirtschaft zu erreichen.
Die NIR-Spektroskopie ist jedoch ein äußerst praktischer Ansatz, um verschiedene Verbindungen oder Kunststoffgemische für das Recycling oder die industrielle Wiederverwendung schnell und effektiv zu identifizieren. Diese Technik basiert auf der Wechselwirkung von Licht mit Materie und ermöglicht die Beobachtung der unterschiedlichen Absorptionswerte, die durch die Schwingungen der Bindungen zwischen den Atomen der Polymere entstehen. Auf diese Weise erhält man ein charakteristisches Spektrum für jeden Kunststofftyp, das mit Hilfe eines vorausschauenden maschinellen Lernmodells quantifiziert und klassifiziert werden kann.
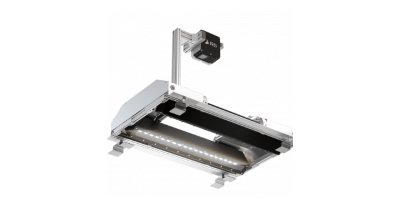
Der Visum Palm™ Handheld-NIR-Analysator.
Der Visum Palm™-Analysator, ein tragbares NIR-Instrument, das im SWIR-Bereich (1-1,7 μm) arbeitet, eignet sich besonders für die erfolgreiche quantitative (Zusammensetzung) und qualitative (Identifizierung und Klassifizierung) Charakterisierung einer Vielzahl von Materialien und Gemischen. Aus diesem Grund führt der Einsatz des Visum Palm™ zu erheblichen Einsparungen beim analytischen Arbeitsaufwand und zu einer erheblichen Verkürzung der Wartezeit.
Darüber hinaus kann das Gerät aufgrund seiner Mobilität und der Möglichkeit, es für die gleichzeitige Bestimmung mehrerer Parameter zu programmieren, für eine Vielzahl von analytischen Aufgaben an der Produktionslinie, in Logistiklagern und sogar für angewandte Forschungsstudien und die Entwicklung eigener Modelle durch AIMPLAS, eine Referenz im Kunststoffsektor in Spanien, eingesetzt werden.
Hauptmerkmale und allgemeine Vorteile der SWIR-Spektroskopie:
- Bestimmung von mehreren Parametern mit einem einzigen Gerät.
- Echtzeit- und kontinuierliche Analyse zur automatischen und sofortigen Korrektur von Prozessparametern.
- Zerstörungsfreie Bestimmungen ohne Probenvorbereitung.
- Ausgezeichnete Wiederholbarkeit.
- Die Verwendung erfordert keine qualifizierten Bediener.
Obwohl es mehrere tragbare NIR-Instrumente auf dem Markt gibt, ist es wichtig, den Spektralbereich, mit dem das Instrument arbeitet, und die Größe des Messpunkts zu berücksichtigen, um die Repräsentativität des Messwerts in Bezug auf die Probe sicherzustellen. Das Visum Palm™ System verfügt über einen 10 mm großen Messfleck und ein leistungsstarkes Spektralphotometer, das im Bereich von 900-1700 nm arbeitet.
Identifizierung und Klassifizierung von Polymeren in der Industrie
Das Visum Palm™-Gerät umfasst eine Bibliothek von Modellen für die Ablesung und Bestimmung an der Linie, ohne Probenvorbereitung und in wenigen Sekunden, die die Charakterisierung einer großen Anzahl von Polymeren ermöglicht, einschließlich PET (Polyethylenterephthalat), HDPE (Polyethylen hoher Dichte), LDPE (Polyethylen niedriger Dichte), PP (Polypropylen), PS (Polystyrol), PVC (Vinyl oder Polyvinylchlorid), PC (Polycarbonat), ABS (Acrylnitril-Butadien-Styrol), um nur einige zu nennen, einschließlich komplexerer Mischungen.
Die Identifizierung und Trennung ist bei der Herstellung von Polymeren wichtig, da die Hersteller für die Wiederaufbereitung von Kunststoffabfällen sicherstellen müssen, dass die Polymere so rein und sauber wie möglich sind, und davon hängt natürlich der Preis ab, den die Hersteller den Verwertern für die von ihnen gelieferten Kunststoffabfälle zahlen. Außerdem können bereits geringe Verunreinigungen die Qualität und Ausbeute einer kompletten Recyclingcharge erheblich beeinträchtigen. In diesem Zusammenhang ermöglichen Spektroskopietechniken in Kombination mit Modellen des maschinellen Lernens die Einführung wichtiger Automatismen und Qualitätskontrollen, die auf die Bedürfnisse der Industrie abgestimmt sind.